
Weld Pool Dynamics In Deep Penetration Laser Welding - A Comprehensive Guide

Deep penetration laser welding (DPLW) is an advanced welding technique that utilizes a high-power laser to create deep, narrow welds with minimal heat input. This technique has gained significant traction in the manufacturing industry due to its numerous advantages, including its ability to weld a wide range of materials, produce welds with superior mechanical properties, and enable complex joint designs.

4.2 out of 5
| Language | : | English |
| File size | : | 78113 KB |
| Text-to-Speech | : | Enabled |
| Screen Reader | : | Supported |
| Enhanced typesetting | : | Enabled |
| Word Wise | : | Enabled |
| Print length | : | 473 pages |
The weld pool is a crucial element in DPLW, as it governs the quality and integrity of the weld. Understanding and controlling weld pool dynamics is essential for optimizing the welding process and achieving desired weld characteristics. This article delves into the intricacies of weld pool dynamics in DPLW, providing a comprehensive overview of the physics, challenges, and advancements shaping this innovative welding method.
Weld Pool Formation and Characteristics
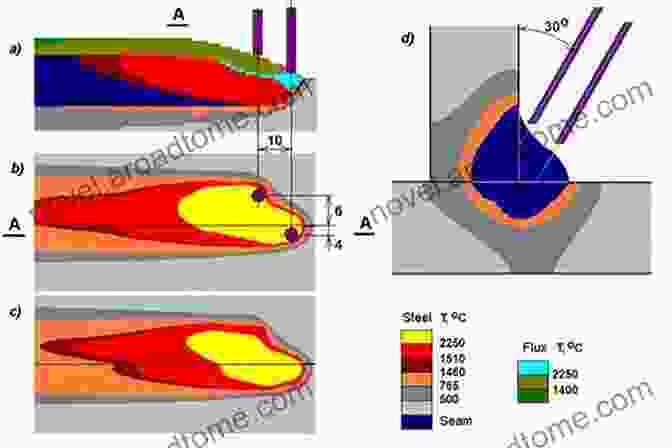
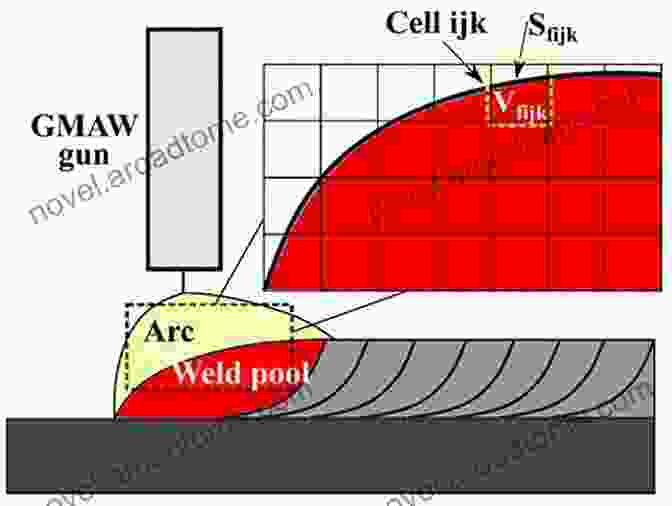
During DPLW, the laser beam interacts with the workpiece, creating a localized area of intense heat that melts the material. The molten material forms a weld pool, which is a small, shimmering pool of liquid metal that is contained within the confines of the weld joint.
The weld pool is characterized by its shape, size, and temperature. The shape of the weld pool is primarily influenced by the laser beam's power, wavelength, and the welding speed. The size of the weld pool is determined by the amount of energy absorbed by the workpiece and the rate at which the molten material is removed from the weld zone. The temperature of the weld pool is typically several thousand degrees Celsius, which is sufficient to melt the base metal and allow for proper bonding.
Weld Pool Dynamics
Weld pool dynamics refers to the complex interactions that occur within the weld pool during the welding process. These interactions include heat transfer, fluid flow, and solidification.
Heat Transfer
The laser beam's energy is absorbed by the workpiece, creating a temperature gradient within the weld pool. The molten material at the center of the weld pool is at the highest temperature, while the material at the edges is cooler. This temperature gradient drives heat transfer within the weld pool, with heat flowing from the center towards the edges.
Fluid Flow
The molten material within the weld pool is not static but rather exhibits complex fluid flow patterns. These flow patterns are influenced by factors such as the laser beam's power, welding speed, and the material's properties. The fluid flow within the weld pool helps to mix the molten metal and promote uniform solidification.
Solidification
As the molten material cools, it begins to solidify. The solidification process starts at the edges of the weld pool and progresses towards the center. The solidification rate is influenced by the cooling rate, which is determined by the laser beam's power and the welding speed.
Challenges in Weld Pool Control
Controlling the weld pool dynamics during DPLW is crucial for achieving desired weld characteristics. However, several challenges can arise during the welding process that can affect weld pool stability and quality.
Porosity
Porosity refers to the presence of voids or gas bubbles within the weld metal. Porosity can significantly weaken the weld, reducing its mechanical properties and compromising its structural integrity. In DPLW, porosity can be caused by entrapped gases or impurities within the molten material.
Lack of Fusion
Lack of fusion occurs when the molten material in the weld pool does not properly fuse with the base metal. This can result in weak or incomplete welds, which can be prone to failure. Lack of fusion can be caused by insufficient laser power, improper joint preparation, or excessive welding speed.
Cracking
Cracking is another common problem that can occur during DPLW. Cracks can form in the weld metal or in the heat-affected zone (HAZ),which is the area of the base metal that is heated but not melted during welding. Cracks can be caused by excessive heat input, rapid cooling, or the presence of impurities within the material.
Advancements in Weld Pool Control
Significant advancements have been made in weld pool control in recent years, enabling improved weld quality and consistency. These advancements include:
Laser Beam Shaping
Laser beam shaping involves modifying the shape of the laser beam to control the energy distribution within the weld pool. By shaping the laser beam, it is possible to create a more uniform weld pool, reduce porosity, and improve weld penetration.
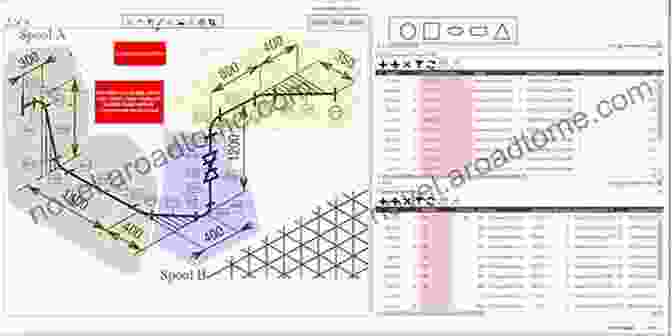
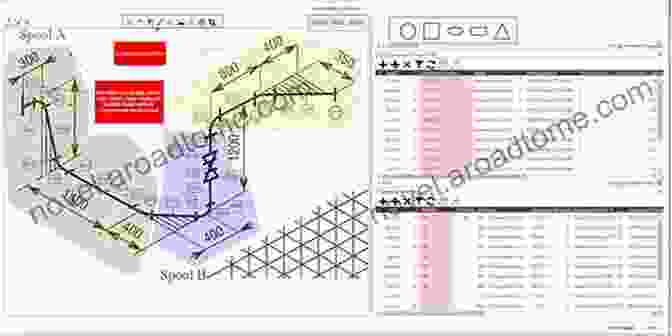
Real-Time Monitoring
Real-time monitoring systems use sensors to monitor the weld pool during the welding process. These systems can detect changes in weld pool shape, size, and temperature. The data collected by these systems can be used to adjust the welding parameters in real-time, ensuring optimal weld pool stability and quality.
Adaptive Control
Adaptive control systems use advanced algorithms to automatically adjust the welding parameters based on the weld pool dynamics. These systems can compensate for variations in material properties, joint geometry, and welding conditions, ensuring consistent weld quality even in challenging applications.
Weld pool dynamics play a crucial role in deep penetration laser welding, governing the quality and integrity of the weld. Understanding and controlling these dynamics is essential for optimizing the welding process and achieving desired weld characteristics.
This article has provided a comprehensive overview of weld pool dynamics in DPLW, covering the physics, challenges, and advancements shaping this innovative welding method. With ongoing research and development, weld pool control techniques are continuously being refined, enabling even higher levels of precision, efficiency, and reliability in DPLW.
By mastering the intricacies of weld pool dynamics, manufacturers can harness the full potential of DPLW to produce high-quality welds, increase productivity, and drive innovation in diverse industrial applications.
4.2 out of 5
| Language | : | English |
| File size | : | 78113 KB |
| Text-to-Speech | : | Enabled |
| Screen Reader | : | Supported |
| Enhanced typesetting | : | Enabled |
| Word Wise | : | Enabled |
| Print length | : | 473 pages |
Do you want to contribute by writing guest posts on this blog?
Please contact us and send us a resume of previous articles that you have written.
 Book
Book Novel
Novel Page
Page Chapter
Chapter Text
Text Story
Story Genre
Genre Reader
Reader Library
Library Paperback
Paperback E-book
E-book Magazine
Magazine Newspaper
Newspaper Paragraph
Paragraph Sentence
Sentence Bookmark
Bookmark Shelf
Shelf Glossary
Glossary Bibliography
Bibliography Foreword
Foreword Preface
Preface Synopsis
Synopsis Annotation
Annotation Footnote
Footnote Manuscript
Manuscript Scroll
Scroll Codex
Codex Tome
Tome Bestseller
Bestseller Classics
Classics Library card
Library card Narrative
Narrative Biography
Biography Autobiography
Autobiography Memoir
Memoir Reference
Reference Encyclopedia
Encyclopedia Wen Yuan Wu
Wen Yuan Wu Riley Weber
Riley Weber Richard Kurin
Richard Kurin Scott James
Scott James Robert J Howlett
Robert J Howlett Randy Shaffer
Randy Shaffer Thomas A Cook
Thomas A Cook William G Tapply
William G Tapply Sonja Schoch
Sonja Schoch Richard S Sharf
Richard S Sharf Roshina Noor
Roshina Noor Ross Gregory Douthat
Ross Gregory Douthat Salah Gariballa
Salah Gariballa Rick M Smith
Rick M Smith Robin Tekwelus Youngblood
Robin Tekwelus Youngblood Raquel Puig
Raquel Puig Yingze Zhang
Yingze Zhang Robert Correll
Robert Correll Robert P Hirsch
Robert P Hirsch R E Skibiski
R E Skibiski
Light bulbAdvertise smarter! Our strategic ad space ensures maximum exposure. Reserve your spot today!

 Mikhail BulgakovHistory and Analysis of 400 Films with Teaching Guide: A Cinematic Odyssey
Mikhail BulgakovHistory and Analysis of 400 Films with Teaching Guide: A Cinematic Odyssey

 Colin RichardsonOf Colors and Critters: A Journey Through the Animal Kingdom's Prismatic...
Colin RichardsonOf Colors and Critters: A Journey Through the Animal Kingdom's Prismatic...


 Jesus MitchellFollow ·6.7k
Jesus MitchellFollow ·6.7k Gerald BellFollow ·19k
Gerald BellFollow ·19k David PetersonFollow ·6.4k
David PetersonFollow ·6.4k Marvin HayesFollow ·4.9k
Marvin HayesFollow ·4.9k Henry Wadsworth LongfellowFollow ·17k
Henry Wadsworth LongfellowFollow ·17k Pablo NerudaFollow ·8k
Pablo NerudaFollow ·8k Maurice ParkerFollow ·17.4k
Maurice ParkerFollow ·17.4k Steve CarterFollow ·8.5k
Steve CarterFollow ·8.5k
 Eli Brooks
Eli BrooksOver 700 Organic Remedies Shortcuts And Tips For The...
: Embracing the Power of...
 Carter Hayes
Carter HayesUnveiling the Unofficial Political Religion of India: A...
Embark on an...
Colin RichardsonOf Colors and Critters: A Journey Through the Animal...
In the tapestry of...
 Harry Hayes
Harry HayesUnveiling the Hidden Truths: Mao, Stalin, and the Korean...
Step into the enigmatic realm of the 20th...
 George Bernard Shaw
George Bernard ShawBand 1b Pink: A Journey Through the World of Reading
Band 1b Pink is a...
 Everett Bell
Everett Bell4.2 out of 5
| Language | : | English |
| File size | : | 78113 KB |
| Text-to-Speech | : | Enabled |
| Screen Reader | : | Supported |
| Enhanced typesetting | : | Enabled |
| Word Wise | : | Enabled |
| Print length | : | 473 pages |
